Сварка стальных труб своими руками
Эта статья даёт общее представление о принципах производства сварочных работ в бытовых условиях на примере сварки стальных труб небольших диаметров.
К этому виду сварочных работ необходимо приступать только в том случае, если у вас есть хоть какой-то опыт. Исполнитель работ должен хорошо понимать, что он делает, в состоянии видеть и отслеживать, как формируется шов, отличать наплавленный металл от шлака и отделять эти два компонента в сварочной дуге.
Поэтому приобретите инвертор и «подырявьте» какое-то время металл. Любая предварительная тренировка здесь не будет лишней!
1. Электроды. Из чего выбрать
АНО-21. Продаются по всей стране в любом строительном магазине и проблем с их покупкой у вас не возникнет. Многие не любят эти электроды, потому что они универсальные и в процессе работы образуют много шлака: он постоянно закрывает сварочную ванну, что требует более ответственного подхода.
На аппарате нужно увеличивать ток, чтобы разогнать шлак. Соответственно, на более высоком токе приходится варить с большим отрывом, а это замедляет скорость работы. Но для частных любительских работ эта марка подходит.
Аналоги АНО-21: МР-3, ОЗС-12.
УОНИИ -13/55. Применяют для более ответственных задач.
Хорошо себя показывают для профессиональных сварщиков, но любителям с ними придется сложно. Они плохо поджигаются – на этом этапе необходимо показать мастерство.
ЦУ-5. Специально предназначены для сварки труб и корневых проходов. Это электроды российского производства, их выпускают несколько заводов.
2. Какой диаметр электродов подойдет
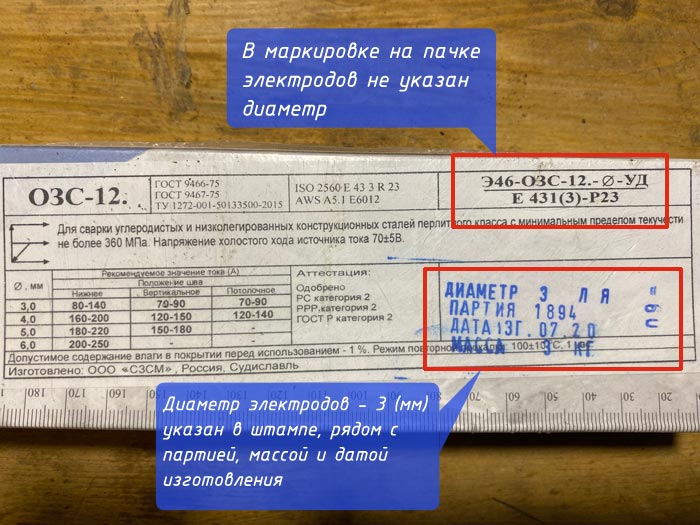 Пример маркировки на пачке электродов ОЗС-12
Пример маркировки на пачке электродов ОЗС-12
Диаметр электродов Ø2,5 мм подходит для сварки труб небольшого сечения и заполнения корневых проходов труб большого сечения.
Если взять Ø3, то для них рабочий ток подбирается порядка 90А, для труб же обычно достаточно 50-60А.
Рабочий ток указан на пачке электродов. Ток зависит от положения шва и диаметра электрода. Также рабочий ток указан в инструкции по эксплуатации сварочного аппарата, но рекомендуется использовать информацию, указанную на упаковке электродов:
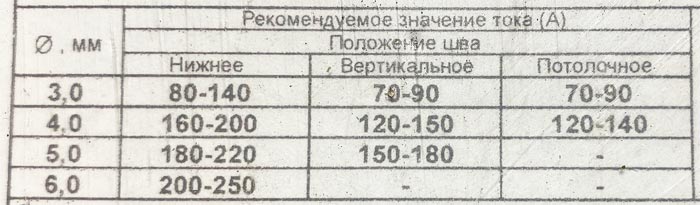 Рекомендуемый ток сварки, указанный на пачке электродов ОЗС-12
Рекомендуемый ток сварки, указанный на пачке электродов ОЗС-12
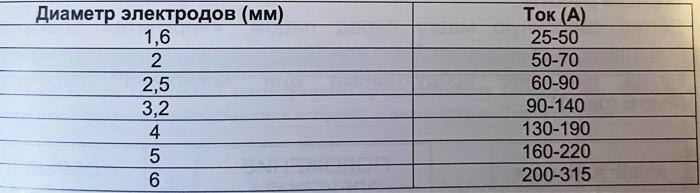 Рекомендуемый ток сварки, указанный в инструкции по эксплуатации сварочного аппарат РЕСАНТА 190ПН
Рекомендуемый ток сварки, указанный в инструкции по эксплуатации сварочного аппарат РЕСАНТА 190ПН
3. Об инверторе
Инвертором называют сам сварочный аппарат.
Достаточно приобрести дешевый бытовой вариант. Есть хорошие марки:
- инвертор Форсаж (Россия);
- инвертор Сварог и Ресанта (Китай).
 На фото - сварочный аппарат инверторный САИ 190 ПРОФ
На фото - сварочный аппарат инверторный САИ 190 ПРОФ
Модель, представленная на фото выше имеет два регулятора: 1 - сила тока, 2 - форсаж дуги.
У более бюджетных моделей, как правило, регулировка форсажа дуги происходит автоматически, поэтому такие аппараты имеют всего один регулятор - силы тока (см. фото ниже):
 На фото - сварочный аппарат инверторный САИ 160
На фото - сварочный аппарат инверторный САИ 160
Рекомендуется выбирать аппарат, который может выдерживать перепады в электросети. Современная инверторная техника способна сохранять работоспособность при падении напряжения питания до 140В - это очень хорошая характеристика при работе со слабой сетью в гараже или на даче.

Сварочный аппарат оснащён кабелями с электрододержателем и клеммой заземления, которые подключаются в разъёмы на сварочном инверторе, обозначенные знаками "+" и "-". В большинстве случаев кабель с электрододержателем подключается к плюсовой клемме, но важно помнить, что это зависит от требуемой для данной марки электрода полярности (прямая или обратная).
4. Подготовка труб
 Фото труб с подготовленной фаской
Фото труб с подготовленной фаской
Трубы нарезают на торцовочной пиле. Этот способ дает максимально ровный рез. Допускается производить резку болгаркой, но такой вариант займет больше времени и торец с большой долей вероятности будет далек от совершенства.
После порезки нужно снять заусенцы снаружи и внутри трубы, выполнить фаску 30 градусов, сделать притупление. На трубе не должно быть остатков ржавчины и краски, поэтому металл нужно зачистить на расстоянии 10-15 мм от края.
Осуществляя подготовительные операции, не забывайте о технике безопасности – пользуйтесь средствами индивидуально защиты!
 Защитный лицевой щиток при работе с УШМ
Защитный лицевой щиток при работе с УШМ
5. Технология сварки
При сварке труб в стык следует оставлять зазор 1 мм. Выставить их относительно друг друга можно с помощью магнитных угольников.
Ориентировочный ток (для электродов АНО-21), который понадобится - 60-65А. Он великоват, но по-другому не разгонишь образующийся шлак.
Перед сваркой ставят прихватки. Сделать это нужно после выставления заготовок с определенным зазором и проверки их соосности.
Первая прихватка ставится произвольно, вторая — напротив первой. После того, как вы убедитесь, что ничего не сдвинулось и стоит ровно, можно ставить третью прихватку, отложив угол 90 градусов от первой. Четвертая ставится напротив третьей.
В большинстве случаев в конце прихватки образуются рыхлоты и не заваренный кратер, который нужно подрезать болгаркой. При сварке электродами с основным покрытием такого не происходит.
Рыхлоты зачищают и отрезным диском делают небольшие запилы прихваток, чтобы впоследствии они не создавали непровар в месте, где на них будет заходить валик.
Для запилов нужно выбрать абразивный обрезной диск толщиной 1,6 мм. Более толстые не очень подходят, потому что после запилов остается небольшой зазор.
Начинают обварку кольцевого шва с того места, где должна была быть четвертая прихватка. Для того, чтобы не прожечь трубу (особенно тонкостенную), в процессе сварки необходимо постоянно отрываться (сварка в отрыв), отслеживать тот момент, как формируется металл, делать «точки» максимально плотными друг к другу.
Когда подойдете с другой стороны к участку, с которого начинали, необходимо будет его перекрыть, сделать так называемый замок около 5 мм, чтобы в этом месте не получилось несплавление.
В конце отбиваем шлак с максимальной осторожностью, чтобы он случайно не попал в глаза или на другие участки тела. Лучше дождаться, когда он остынет.